
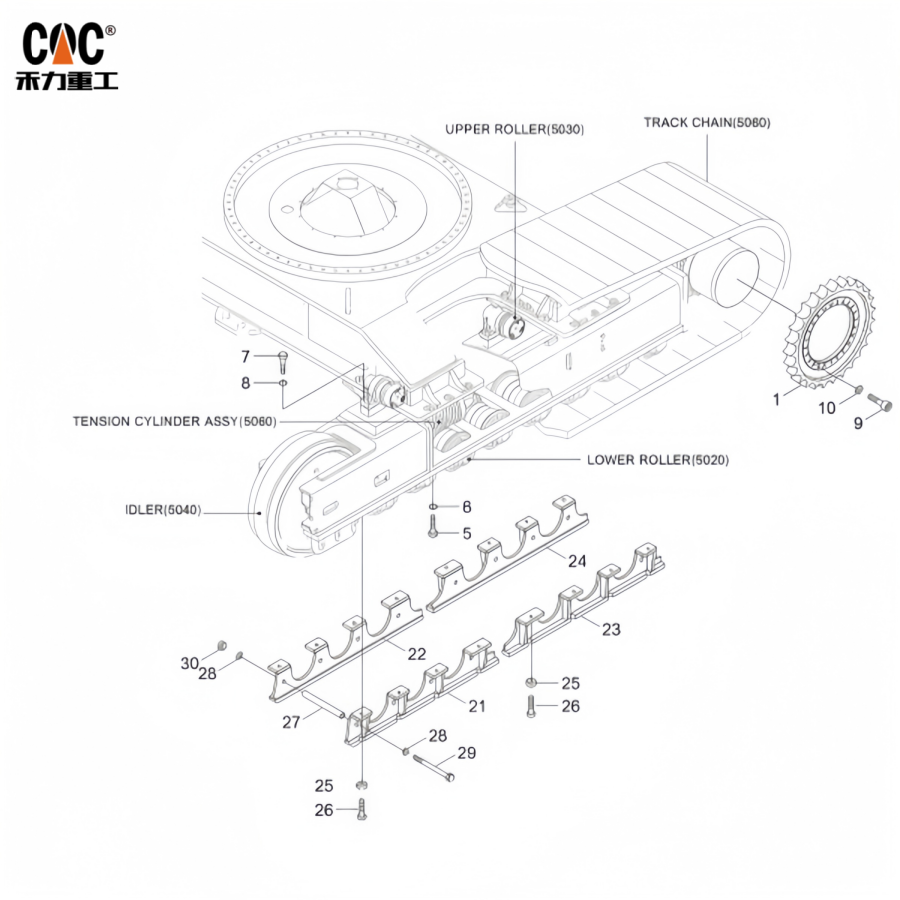
مجموعه غلتک بوتوم هیوندای 81QE11010 R1250 Track/تولیدکننده قطعات شاسی بیل مکانیکی زنجیری سنگین - شرکت تولیدی ماشین آلات HELI (CQC TRACK)


مقاله سفید مهندسی:مونتاژ غلتک پایین مسیر هیوندای R1250 81QE11010: ترکیبی از مهندسی دقیق و مهندسی وظیفه سخت توسط شرکت تولیدی ماشینآلات HELI.
شناسه سند: TWP-CQC-HMMCL-81QE11010-01
تاریخ انتشار: دسامبر ۲۰۲۵
طبقهبندی: مشخصات فنی عمومی
خلاصه اجرایی ۱.۰: مزیت مهندسیشده توسط گواهینامه
این سند فنی، فلسفه مهندسی، دقت تولید و مشخصات عملکرد مجموعه غلتک کف چرخ هیوندای 81QE11010 برای بیل مکانیکی زنجیری سنگین کلاس R1250 را که توسط شرکت تولیدی ماشینآلات HELI (با نام تجاری CQC TRACK) طراحی و تولید شده است، ترسیم میکند. در صنعتی که خرابی قطعات معادل خرابی فاجعهبار است، پیشنهاد ما از الگوی یک قطعه تعویضی صرف فراتر میرود. این محصول، محصولی با مهندسی گواهینامه است که در آن پروتکلهای سختگیرانه و سیستماتیک چارچوب گواهینامه کیفیت چین (CQC) ذاتاً در هر مرحله از چرخه عمر آن - از منبعیابی متالورژیکی تا ممیزی نهایی - تنیده شدهاند.
تز اصلی این مجموعه این است که قابلیت اطمینان واقعی در کاربردهای سنگین، یک نتیجه تصادفی نیست، بلکه نتیجهای قابل تأیید از یک فرآیند کنترلشده و حسابرسیشده است. HELI MACHINERY تحت یک چتر صدور گواهینامه چندلایه فعالیت میکند که هم دارای گواهینامه سیستم کیفیت ISO 9001:2015 و هم دارای گواهینامههای صدور گواهینامه محصول CQC متعدد و خاص (به عنوان مثال، CQC17704176145) است. این پایه دوگانه، یک سیستم تضمین کیفیت کارخانه را الزامی میکند که شامل همه چیز، از بررسی تأمینکنندگان و اعتبارسنجی اجزای کلیدی گرفته تا نگهداری دقیق تجهیزات تولید و ثبت سوابق جامع حداقل به مدت 24 ماه است. برای اپراتور R1250، این به معنای یک قطعه شاسی است که ثبات و دوام مستند آن مهندسی، تولید و دائماً تأیید میشود و هزینه کل مالکیت را به حداقل میرساند و میانگین زمان بین خرابیها را به حداکثر میرساند.
۲.۰ بررسی پروتکل تولید مبتنی بر مهندسی صدور گواهینامه
ارزش مجموعه 81QE11010 ریشه در نظم و انضباط لازمالاجرای سیستم بازرسی و نظارت کارخانه CQC دارد. جدول زیر نشان میدهد که چگونه این رویههای اجباری مستقیماً به کیفیت ملموس قطعات و قابلیت ردیابی آنها تبدیل میشوند.
| الزامات تضمین کیفیت کارخانه CQC | پیادهسازی در تولید 81QE11010 | مزایای مهندسی و قابلیت اطمینان برای کاربر نهایی |
|---|---|---|
| برنامه انتخاب و مدیریت تأمینکنندگان | بررسی و تأیید دقیق قطعات آهنگری شده از فولاد آلیاژی و تأمینکنندگان مواد آببندی تخصصی. | تضمین یکپارچگی مواد اولیه، که عامل اساسی تعیینکننده عمر خستگی و مقاومت در برابر ضربه است. |
| بازرسی و تأیید قطعات/مواد کلیدی | بازرسی ورودی قطعات غلتک آهنگری شده و بوش آلیاژی متخلخل در برابر مشخصات تایید شده. | از ورود مواد بیکیفیت به خط تولید جلوگیری میکند، که مصداق مستقیم اصل «مسئولیتپذیری اولیه» در CQC است. |
| آزمایش تأیید منظم برای اجزای کلیدی | نمونهبرداری دورهای و آزمایش آزمایشگاهی سختی، ریزساختار و ترکیب شیمیایی مواد. | اعتبارسنجی عینی و مداومی را فراهم میکند که نشان میدهد خواص مواد در محدوده مهندسی مشخص شده باقی میمانند. |
| سیستم نگهداری تجهیزات تولید | نگهداری پیشگیرانه برنامهریزیشده برای ماشینهای تراش CNC، واحدهای سختکاری القایی و ماشینهای سنگزنی. | دقت ماشینکاری و ثبات عملیات حرارتی را دسته به دسته تضمین میکند. |
| رویههای آزمایش روتین و تأییدی | بازرسی ابعادی ۱۰۰٪؛ نمونهبرداری برای آزمایش بارگذاری دینامیکی و اعتبارسنجی یکپارچگی آببندی. | هر واحد از نظر تناسب تأیید میشود و عملکرد نمونه از نظر آماری در برابر استانداردهای آزمون نوع تأیید میشود. |
| کنترل محصولات نامنطبق | قرنطینه و تجزیه و تحلیل سیستماتیک هر قطعهای که نتواند بازرسیهای لازم را انجام دهد. | تضمین میکند که فقط اجزایی که تمام مشخصات را برآورده میکنند، مونتاژ میشوند و از یکپارچگی محصول نهایی محافظت میکنند. |
| ممیزی کیفیت داخلی و بررسی مدیریت | ممیزیهای داخلی و بازنگریهای مدیریتی برنامهریزیشده از کل سیستم مدیریت کیفیت. | بهبود مستمر را هدایت میکند و اثربخشی پایدار سیستم را تضمین میکند. |
| نگهداری جامع سوابق (≥۲۴ ماه) | قابلیت ردیابی کامل دیجیتال برای هر سری تولید: گواهیهای مواد، گزارشهای عملیات حرارتی، نتایج بازرسی. | شفافیت بینظیری ارائه میدهد و از تحلیل گارانتی یا خرابی با دادههای واقعی پشتیبانی میکند. |
۳.۰ تفسیر فنی: مهندسی سطح قطعه تحت گواهینامه
چارچوب CQC «چگونگی» را ارائه میدهد؛ مهندسی پیشرفته «چه چیزی» را تعریف میکند. مجموعه 81QE11010 یک کلاس درس در علم مواد هدفمند و طراحی مکانیکی است.
۳.۱ بدنه و فلنج غلتک: آهنگری و سختکاری شده برای مقاومت در برابر سایش
- جنس: هسته از جنس فولاد آلیاژی ریزدانه با مقاومت کششی بالا و آلیاژ 40SiMnTi یا 50Mn با روکش فورج است. این انتخاب، سختیپذیری و چقرمگی هسته استثنایی را نسبت به فولادهای درجه پایینتر رایج در اولویت قرار میدهد.
- فرآیند: تحت سختکاری القایی عمیق تحت کنترل کامپیوتر قرار گرفته است. پارامترهای فرآیند با دقت مطابق با سوابق کنترل فرآیند اجباری CQC مستند شدهاند.
- مشخصات: به سختی سطحی ۵۸-۶۲ HRC با عمق مؤثر کنترلشدهی پوسته ۸-۱۲ میلیمتر دست مییابد و به هستهی محکم ۳۸-۴۲ HRC میرسد. این سطح عمیق و سخت به سختی شیشه، برای مقاومت در برابر سایش شدید ناشی از سنگ و خاک پودر شده طراحی شده است، در حالی که هستهی انعطافپذیر، شوکهای ضربهای ناشی از استخراج و استخراج معادن را جذب میکند و از شکستگی شکنندهی فاجعهبار جلوگیری میکند.
۳.۲ محور آببندی: یک سیستم تریبولوژیکی و مهاری
- شفت: ساخته شده از فولاد آلیاژی 40Cr یا 20CrMnTi سختکاری شده با روکش، با دقت سنگزنی شده تا به سطح آینهای (Ra ≤ 0.4 μm) برسد. این امر اصطکاک و سایش در سطح آببندی را به حداقل میرساند، که یک عامل حیاتی برای یکپارچگی طولانیمدت است.
- بوشینگ: از آلیاژ مس متخلخل آغشته به روغن با چگالی بالا استفاده میکند. این ماده قابلیت انطباق و ظرفیت تحمل بار عالی را ارائه میدهد و روانکننده تعبیهشده در آن، منبع روانکاری اضطراری ثانویه را فراهم میکند.
- سیستم آببندی: از یک آببند مارپیچی چند مرحلهای و تطبیقپذیر با فشار استفاده میکند. این سیستم شامل یک حلقه سایش فلزی شناور اولیه برای منحرف کردن سایندههای ناخالص، یک آببند لاستیکی نیتریل چند لبهای که توسط یک طراحی فنری ثبت شده نیرو میگیرد و یک لابیرنت گریسزدایی شده است. این سیستم برای حفظ یکپارچگی تحت فشار استاتیک بالای غوطهوری در گل عمیق و فشار دینامیکی چرخش پرسرعت مسیر طراحی شده است.
۳.۳ مونتاژ و اعتبارسنجی نهایی: دروازه نهایی
مونتاژ در یک محیط کنترلشده انجام میشود. حفره تمیز شده و با گریس لیتیوم کمپلکس، فشار شدید (EP) که برای محدوده دمایی وسیع (-30°C تا +150°C) مشخص شده است، پر میشود. قبل از ارسال، هر واحد تحت آزمایش عملیاتی نهایی برای بررسی روانی چرخش و یکپارچگی آببندی قرار میگیرد. این بررسی نهایی بخش اجباری «بازرسی روتین» تعریفشده توسط CQC است و حلقه کنترل کیفیت تولید را میبندد.

۴.۰ انطباق، قابلیت تعویض و تعهد به عملکرد
- سازگاری با OEM: 81QE11010 برای قابلیت تعویض مستقیم و بدون تغییر با سیستم شاسی هیوندای R1250 مهندسی شده است. تمام ابعاد مهم رابط - قطر شفت، گام دایرهای سوراخ پیچ، عرض کلی و پروفیل فلنج - با تلرانسهای دقیق رعایت میشوند.
- ضمانت عملکرد: این قطعه توسط یک ضمانت عملکرد که توسط فرآیند تولید گواهیشده آن تضمین شده است، پشتیبانی میشود. مستندات گسترده مورد نیاز نظارت CQC، مبنایی عینی برای این اطمینان فراهم میکند.
- تضمین تأمین جهانی: شرکت تولیدی ماشینآلات هلی با بستهبندی استاندارد صادراتی و مستندات کامل صدور گواهینامه، از جمله گواهیهای آزمایش مواد و گزارشهای بازرسی کارخانه، از لجستیک جهانی پشتیبانی میکند و تدارکات فرامرزی یکپارچه را تسهیل مینماید.
۵.۰ نتیجهگیری: بازتعریف ارزش از طریق فرآیندی قابل تأیید
مونتاژ غلتک پایین مسیر هیوندای R1250 81QE11010از HELI MACHINERY (CQC TRACK) تکاملی قطعی از یک قطعه یدکی معمولی به یک قطعه مهندسی تضمینشده توسط فرآیند را نشان میدهد. برتری آن صرفاً ادعا نشده است، بلکه از طریق سختگیریهای صدور گواهینامه محصول CQC و نظارت کارخانه، به صورت ساختاری اعمال میشود. این رویکرد مهندسی-صدور گواهینامه تضمین میکند که هر واحد تحویل داده شده، مستقیماً از یک طرح با آزمایش دقیق و تأیید شده، که در چارچوب یک سیستم کیفیت تحت نظارت سالانه و ممیزیهای اعلام نشده تولید میشود، حاصل شده است.
برای مدیر تجهیزات دقیق، ارزش پیشنهادی واضح است: روی قطعهای سرمایهگذاری کنید که عمر مفید طولانی و قابلیت اطمینان بیچونوچرای آن در ذات خود مهندسی شده و توسط یکی از ساختاریافتهترین رژیمهای ارزیابی کیفیت در تولید تأیید شده است. این منجر به معیار نهایی برای ماشینآلات سنگین میشود: حداکثر دسترسی به ماشین و حداقل هزینه در هر ساعت عملیاتی.
سلب مسئولیت: مشخصات و طرحها در معرض بهبود مستمر هستند. توصیه میشود قبل از خرید، مدل دقیق دستگاه و محدوده شماره سریال آن از نظر سازگاری بررسی شود. اطلاعات گواهینامه CQC بر اساس اعتبارنامههای عمومی سازنده و پروتکلهای استاندارد CQC است.
دسته بندی محصولات
-

w154A-Z2/مینی بیل مکانیکی غلتکی-کفی آهنگ ...
-

غلتک آهنگ بیل مکانیکی دوسان (200104-00012A، 200104-00012A، 200...
-

قطعات یدکی بیل مکانیکی CQC-Mini / غلتک مسیر YQS35 ...
-

رول ریل هیتاچی/EX3000-(9066272,A7635000M00)...
-

قطعات ماشین آلات ساختمانی سفارشی قطعات بیل مکانیکی
-

SK60 SK200 پرفروش / 24100N6292F2 / 24100N8009 ...






